On the templates settings, there are available “reserved words”. Those words will be processed when the gcode is generated and transformed on values that reflects the current profile to be produced.
In a certain way, reserved words can be seen as variables, that will be parsed to the correct output. Several groups are present, listed below with a brief description. Reserved words are contained between { and }.
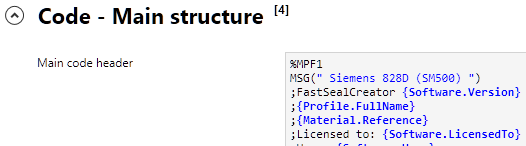
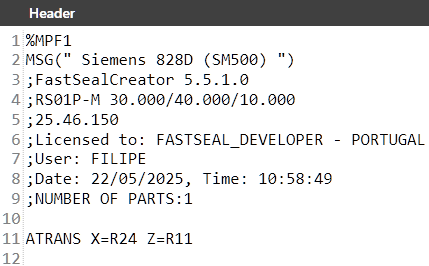
As a example, the following setting, contains 4 different reserved words.
When producing the profile RS01 with dimensions 30x40x10, the output is obtained:
Profile reserved words
Reserved Word
Description
{Profile.FullName}
Outputs the complete name of the profile and nominals
{Profile.Name}
Outputs only the profile name
{Profile.Nominals}
Outputs the nominals (ex: 30.000/40.000/10.000)
{Profile.Nominals.Short}
Outputs the nominals without insignificant zeros (ex: 30/40/10)
{Profile.Standard}
Outputs YES if no variable was changed by the user, else returns NO
{Profile.ModVars}
Outputs a list of variables that where changed by the user
{Profile.Quantity}
Returns a number indicating the number of parts required (1,2,3, …)
{Profile.HasMessage}
Returns 1 if the profile contains a special message, else returns 0
{Profile.HasOverlimit}
Returns 1 if the outside selected material is bigger than the overlimit settings on the machine settings (turret settings). This is normally used to change the work plane with turrets with more than one location for the tools.
{Profile.ToolsOrderAppearance}
Provides the list of the tools used on the current profile, ordered by the order of appearance on the gcode. The information provided is the result of the template on the machine settings for the “Tool single line template”, of all characters until the first space. Example of output: T0303,T0113, T0101, T0717, T0706, T1111
{Profile.ToolsOrderSlot}
Provides the list of the tools used on the current profile, ordered by the slot location, ascending. The information provided is the result of the template on the machine settings for the “Tool single line template”, of all characters until the first space. Example of output: T0101, T0113, T0303, T0706, T0717, T1111
{Profile.ToolsOrderOffset}
Provides the list of the tools used on the current profile, ordered by the offset number, ascending. The information provided is the result of the template on the machine settings for the “Tool single line template”, of all characters until the first space. Example of output: T0101, T0303, T0706, T0113, T0717,T1111
{Profile.HasOring}
Resolves to 1 (true) if the current component contains a oring associated, returns 0 if not. Useful on if-then-else statements together with the {Profile.Orings}
{Profile.Orings}
Lists the o’rings present on the current profile (if any), including the recommended margin. For example: OR 83.80×2.62 80.92-86.37
{Profile.HasSpring}
Resolves to 1 (true) if the current component contains a spring associated, returns 0 if not. Useful on if-then-else statements together with the {Profile.Springs}
{Profile.Springs}
Provides the spring present on the current profile (if any), including the recommended cutting value, example: V spring V-3.50-3.50-0.30-0.65 R0.65 L249.45mm
Material reserved words
Reserved Word
Description
{Material.Type}
Outputs the type of the material (PU, RUBBER, PTFE, ….)
{Material.Brand}
Outputs the material brand
{Material.Designation}
Outputs the material designation
{Material.Reference}
Outputs the material reference set on the database (normally the size)
{Material.FullReference}
Outputs the material product name and the reference (ex: HPU Red Premium-25.46.150). It depends on the contents of the database set by the user
{Material.Inside}
Outputs the dimension of the tube (inside)
{Material.Outside}
Outputs the dimension of the tube (outside)
{Material.UsefullInside}
Outputs the inside useful dimension that is equal or larger than the {Material.Inside}
{Material.UsefullOutside}
Outputs the outside useful dimension that is equal or smaller than the {Material.Outside}
{Material.CoverWasMachined}
If the material is rubber type and the option is set on the machining to machine the cover with polymers tools, this returns 1 otherwise returns 0
Software reserved words
Reserved Word
Description
{Software.Version}
Outputs current software version
{Software.Build}
Outputs the build date of the software using the format yyyyMMdd
{Software.LicensedTo}
Outputs the name of the company that owns the software
{Software.User}
Outputs the current user name
DateTime reserved words
Reserved Word
Description
{DateTime.Date}
Outputs current date on the format dd/MM/yyyy
{DateTime.Time}
Outputs current time on the format HH:mm:ss
Spindle reserved words
Reserved Word
Description
{Spindle.Mode}
Outputs the current setting for the spindle between Constant Surface Speed OR Rotation per minute
{Spindle.Speed}
Outputs the calculated spindle speed for the current tool
{Spindle.SpeedRough}
Outputs specifically the spindle rough speed for the current tool
{Spindle.SpeedFinish}
Outputs specifically the spindle finish speed for the current tool
{Spindle.Direction}
Returns the current setting for clockwise direction or anticlockwise direction for the current tool
{Spindle.SpeedCode}
Outputs the spindle speed code of the current machine (normally the S word)
{Spindle.RotationMinuteCode}
Outputs the spindle rotation per minute code of the current machine (ex: G95)
{Spindle.ConstantSurfaceSpeedCode}
Outputs the spindle constant surface speed of the current machine (ex: G96)
{Spindle.FeedMinuteCode}
Outputs the feed per minute code of the current machine (ex: G97)
{Spindle.FeedRotationCode}
Outputs the feed per minute code of the current machine (ex: G94)
{Spindle.MaxSpindleRPM}
Outputs the maximum spindle RPM set on the machine configuration
{Spindle.MaxDiameter}
Outputs the maximum diameter value set on the machine configuration
{Spindle.MaxSpeedCalculated}
Outputs the maximum spindle speed for a determined diameter, taking in consideration the configuration set on the “software built in limitation”
Tool reserved words
Reserved Word
Description
{Tool.Position}
Outputs the tool turret position
{Tool.Offset}
Outputs the tool offset number/identifier
{Tool.Radius}
Outputs the tool radius value
{Tool.Diameter}
Outputs the tool diameter value
{Tool.TipDirection}
Outputs the tool tip direction
{Tool.ExtraInfo}
Outputs the tool extra info information that can be set by the user on the tool management for each individual tool
{Tool.FeedMode}
Returns 1 if tool is set for feed per minute or 0 if feed per rotation
{Tool.Step}
Returns the value for each step/cutting amount that is defined on the tool
AuxiliarFunctions reserved words
Reserved Word
Description
{AuxiliarFunctions.CoolantONCode}
Outputs the current setting for the coolant ON
{AuxiliarFunctions.CoolantOFFCode}
Outputs the current setting for the coolant OFF
{AuxiliarFunctions.ChipCutterONCode}
Outputs the current setting for the chip cutter ON
{AuxiliarFunctions.ChipCutterOFFCode}
Outputs the current setting for the chip cutter OFF
{AuxiliarFunctions.ChipVacuumONCode}
Outputs the current setting for the chip cutter and vacuum ON
{AuxiliarFunctions.ChipVacuumOFFCode}
Outputs the current setting for the chip cutter and vacuum OFF
{AuxiliarFunctions.VacuumONCode}
Outputs the current setting for the vacuum ON
{AuxiliarFunctions.VacuumOFFCode}
Outputs the current setting for the vacuum OFF
{AuxiliarFunctions.AirBlastONCode}
Outputs the current setting for the air blast ON
{AuxiliarFunctions.AirBlastOFFCode}
Outputs the current setting for the air blast OFF
{AuxiliarFunctions.PartCatcherINCode}
Outputs the current setting for part catcher IN
{AuxiliarFunctions.PartCatcherOUTCode}
Outputs the current setting for part catcher OUT
BarFeeder reserved words
Reserved Word
Description
{BarFeeder.MaxPushLength}
Outputs the value of the max push length defined on the machine settings
{BarFeeder.AdditionalPushLength}
Outputs the value of the additional push length defined on the machine settings
{BarFeeder.Template}
Outputs the template set on the current machine settings
Regression for calculating the step list. A value between 1 and 2 is recommended. If set to 1, all passes are equal, for a higher value, each of the subsequent passes are less depth
Outputs 1 if the thread is external. Normally used on conditional expressions.
{Thread.NumberStarts}
Outputs the number of starts that the thread has. 1 for simple threads, >1 for multiple start threads
{Thread.Angle}
Angle of the the thread teeth
{Thread.RepeatFinish}
Outputs 1 if the finish pass is to be repeated, 0 if not
{Thread.Description}
Outputs information about the thread (for example Outside thread M32x4)
{Thread.N}
Holds a integer number that corresponds to the current n value of the thread count in multiple threads. Useful for conditional gcode depending if the current thread matches the desired value
Cycle reserved words
Reserved Word
Description
{Cycle.XRough}
Outputs the cycle setting for the X rough value (absolute value)
{Cycle.XFinish}
Outputs the cycle setting for the X finish value(absolute value)
{Cycle.ZRough}
Outputs the cycle setting for the Z rough value (absolute value)
{Cycle.ZFinish}
Outputs the cycle setting for the Z finish value (absolute value)
{Cycle.IDStart}
Outputs a ID for a label that should be unique for the cycle start. Note: avoid using line numbering if this is needed
{Cycle.IDEnd}
Outputs a ID for a label that should be unique for the cycle end. Note: avoid using line numbering if this is needed
{Cycle.Geometry.First.X}
Outputs the first X value present on the geometry to machine
{Cycle.Geometry.First.Z}
Outputs the first Z value present on the geometry to machine
{Cycle.Geometry.Last.X}
Outputs the last X value present on the geometry to machine
{Cycle.Geometry.Last.Z}
Outputs the last Z value present on the geometry to machine
{Cycle.Geometry.Max.X}
Outputs the maximum X value present on the geometry to machine
{Cycle.Geometry.Min.X}
Outputs the minimum X value present on the geometry to machine
{Cycle.Finish.Path}
Outputs the complete finishing path with G01 G02 and G03 commands
{Cycle.Rough.Path}
Outputs the complete rough path with G01 G02 and G03 commands
{Cycle.Rough.First.X}
Returns the first X coordinate value of the roughing path
{Cycle.Rough.First.Z}
Returns the first Z coordinate value of the roughing path
{Cycle.Skip.Finish}
Outputs 1 if no finish is to be made on the current cycle
{Cycle.Skip.Rough}
Outputs 1 if no rough is to be made on the current cycle
{Cycle.Name}
Outputs the cycle name, internally set by the software
{Cycle.ExpandedG41G42.Path}
Outputs the complete machining path, internally set by the software. Note: ONLY AVAILABLE ON GROOVE CYCLE
{Cycle.Manual.Path}
Outputs the machining path that is set internally by the software that contains non cycle movements. DEPRECATED: Use {Cycle.PreCycle.Path} and {Cycle.PostCycle.Path}
{Cycle.PreCycle.Path}
Outputs the machining path that is set internally by the software that contains non cycle movements. If the software requests that those movements are made before the cycle, this reserved word is used. Note: ONLY AVAILABLE ON OUTSIDE AND INSIDE CYCLES.
{Cycle.PostCycle.Path}
Outputs the machining path that is set internally by the software that contains non cycle movements. If the software requests that those movements are made after the cycle, this reserved word is used. Note: ONLY AVAILABLE ON OUTSIDE AND INSIDE CYCLES. Example of use in profile R39A.
{Cycle.VacuumONOFF}
Outputs the vacuum and chip cutter on setting if in the cycle definition they should be used.
{Cycle.CoolantONOFF}
Outputs the coolant on setting if in the cycle definition the coolant should be used